More parts of the process
|
 | |
|
Milling and slotting fixtures
|
Ok I need to test the welder, but all I have is welded sticks. After spending 20 minutes separating cells on one stick, it became obvious that I needed a fixture to make that process go faster.
I want enough loose cells to do some serious weld process tweaking,so 20 minutes per stick will not work for me.
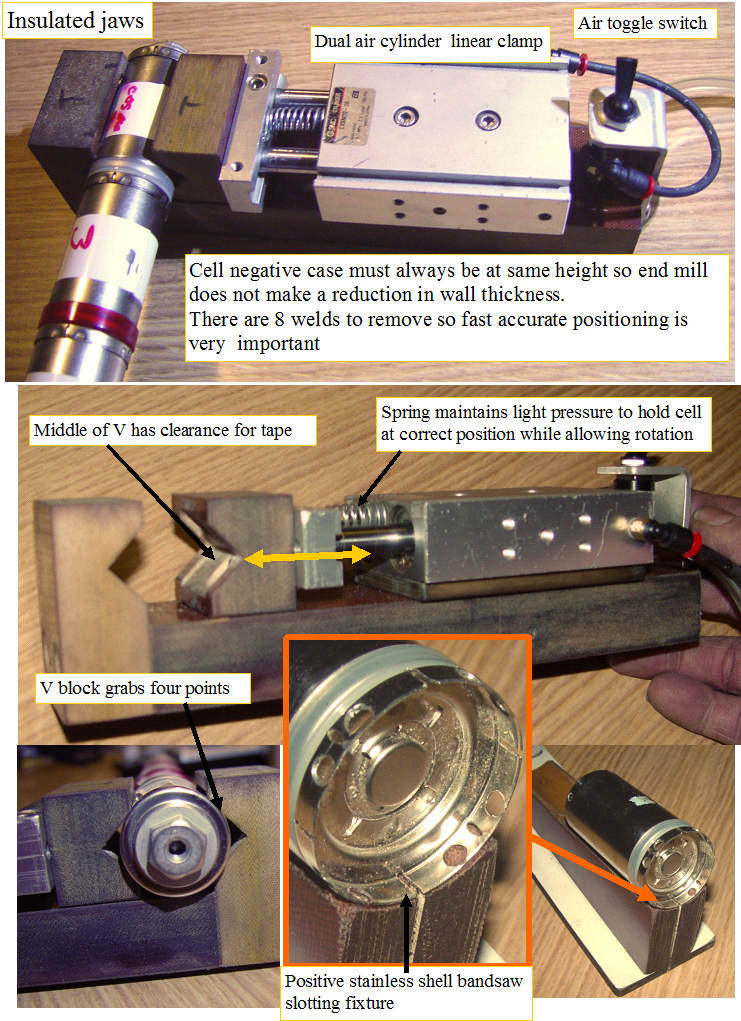
It is pretty important that when milling or sawing a live subpack that it remains electrically isolated form the machine, so I cut out some thick Garolite for the clamp/mill fixture. The V blocks assure repeatable clamped position so the end mill plunge depth can be set so the negative case is not milled, at any rotation position.
The V blocks are held together gently by the spring, and with several hundred LBs of force when the air stage is activated for the milling.
The clamp to unclamp happens in a fraction of a second.
The fixture is held in the regular milling machine vice when in use.
The other tool required is the positive cup slotting fixture. It holds the stick or cell at the best angle for slotting the bottom edge while backing up the thin sheet metal with garolite so it cuts cleanly. The fixture fits on my bandsaw and holds the stick so it remains isolated electrically.
The slot is required between the two spot welding tips, so the current flows down into the case and back out to the other welding post, rather than through the shorter path that would be present without the slot.
|
|
