Getting started on the final design and build
|
 | |
|
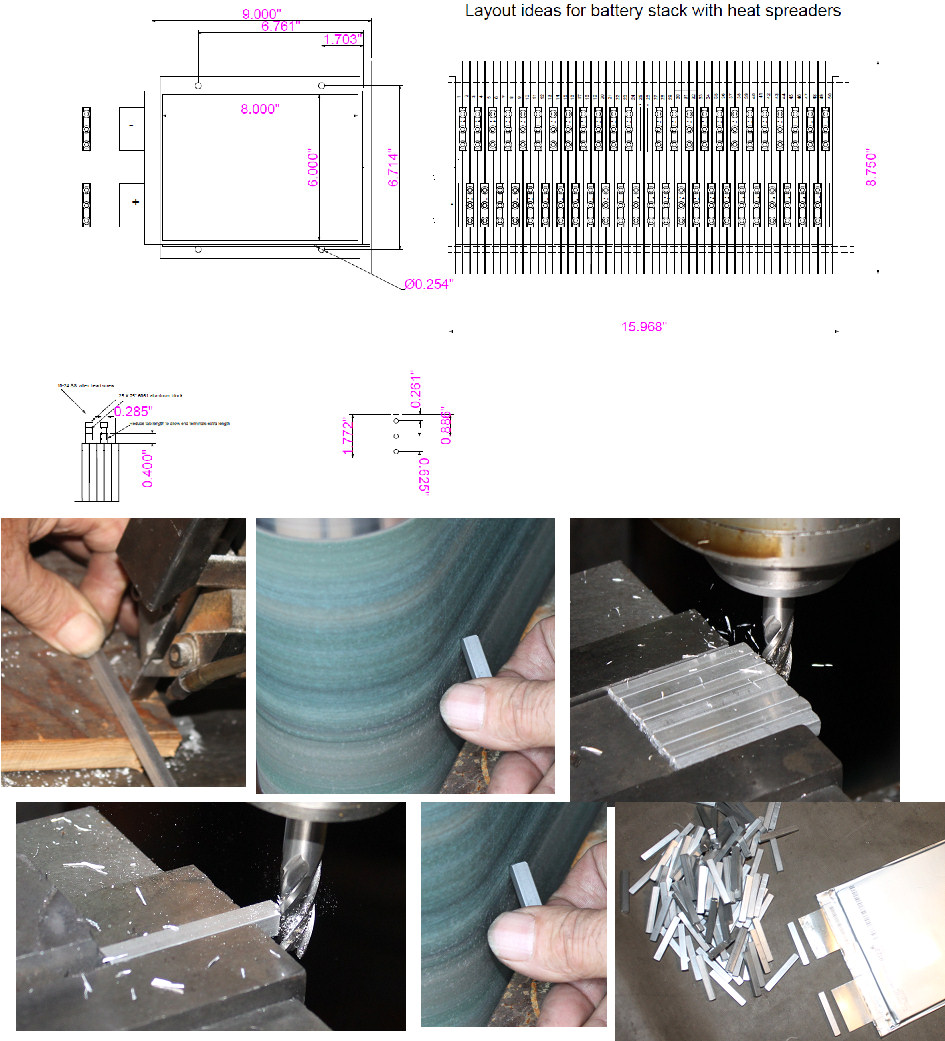
making the buss bars
|
After looking over all the data and lots of other peoples approach to using the A123 batteries, I still think my original cell to cell and voltage tap concept is going to be the way I will go. If a cell fails, I want to be able to fix it, and since the pack will have a smart BMS, it will tell me which cell is bad, so I may as well put in the work up front to retain that possibility.
Started by rough cutting the 1/4"X 1/4"aluminum 6061 T6 bars to a bit longer than we need with the bandsaw.
Then in order to remove the burrs, I ran all of them through a deburring step on the belt sander.
Next I milled all of them on one side, still longer than the final length desired.
Turned them all around, and made the second side exactly the final length required.
A final deburing with belt sander, and the 110 blocks are ready to drill and tap the holes.
Next task is the cell tab punch, and a final determination as to the best screw size to use for the clamping.
|
|
