New coupling shaft
|
 | |
|
new adapter shaft
|
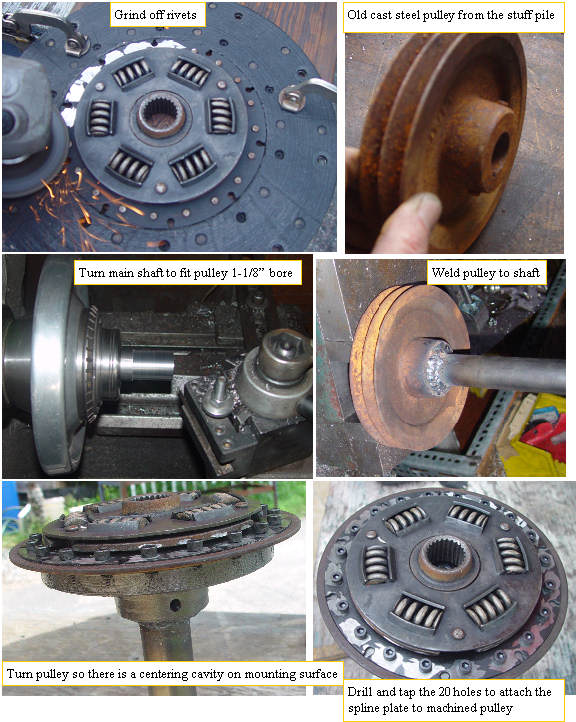
The big motor was removed, saw blade was disassembled from clutch plate. The clutch plate rivets were ground off, and the central torque plate was removed. A look through my stuff pile turned up a rusty cast steel pulley with a large enough diameter, and 1-1/8" bore. The shaft was turned down to make a press fit into the pulley, and the pulley was welded to the shaft.
The pulley was turned down with a precise cavity on the mounting end so the torque plate self centered when placed in the cavity. The 20 holes were used as guides for drilling and tapping 10-32 holes. Ready to mount the bearing.
|
|
